浮標式氣動量儀怎么讀數 氣動量儀使用方法
浮標式氣動量儀怎么讀數 氣動量儀使用方法
浮標式氣動量儀公差是什么,如何正確在氣動量儀上讀數。梁山國宇量儀今天為您講解。
零件在制造過程中,由于加工或測量等因素的影響,完工后的實際尺寸總存在一定的誤差。 為保證零件的互換性,必須將零件的實際尺寸控制在允許變動的范圍內,這個允許的尺寸變動量稱為尺寸公差。
尺寸公差簡稱公差,是指將極限尺寸減最小極限尺寸之差的差值,或上偏差減下偏差之差。
它是容許尺寸的變動量。極限偏差=極限尺寸-基本尺寸,上偏差=**極限尺寸-基本尺寸,下偏差=最小極限尺寸-基本尺寸 。 尺寸公差是指在切削加工中零件尺寸允許的變動量。在基本尺寸相同的情況下,尺寸公差愈小,則尺寸精度愈高。尺寸公差極限尺寸與最小極限尺寸之差,或等于上偏差與下偏差之差。
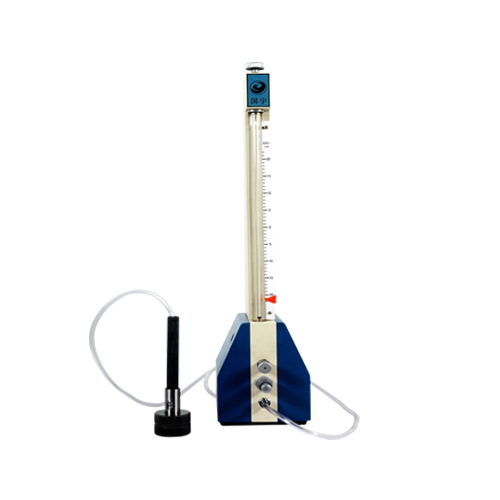
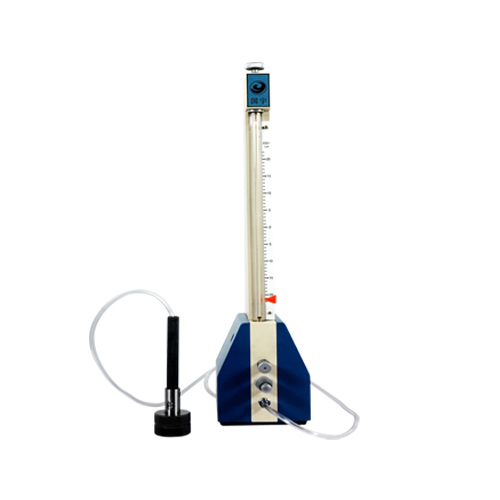
用氣動內徑測量頭及校對規的調整
測量頭兩噴嘴對應的尺寸與被測量尺寸間具有一定初始間隙,所以在調整過程中,用上下限校對規的實際差值進行倍數和零位的調整。
首先將下限校對規(設實際尺寸為φ22)套入測量頭上,使測量頭的噴嘴位于校對規的寬度的中間,打開進氣閥,調節零位旋鈕使浮標處于“0”位(如圖10)。取下下限校對規,放上上限校對規(設實際尺寸為φ22.015),旋轉放大倍數旋鈕進行倍數調整,如此反復用上、下限校對規調節放大倍數旋鈕和零位旋鈕達到浮標分別正確位于“0”和“15”時為止。
零位的調整當然以浮標指示的零位與尺寸的零位重合最為方便,但是實際測量中往往有這樣的現象發生:如用2000倍的浮標式氣動量儀要測量尺寸為φ27+0.07 0的工件,此時就無法采用刻度尺的“0”作為讀數的零位,而必須以零下的“30”作為讀數的零位,以零下“30”至零上“40”作為讀數區間。
以上內容由國宇量儀為您提供,如需了解更多信息,可聯系我司